
M-Gel 25 Int -Tour de refroidissement d'eau intérieure
- Spécifications techniques
- Alimentation électrique monophasé: 230V/50Hz/1Ph
- Puissance électrique ventilation: 0,35 Kw
- Puissance électrique pompe: 0,75 Kw
- Dimensions (Largeur Profondeur Hauteur): 450-950-1850 mm H(diam): 300
- Poids vide: 100 kg Poids en utilisation: 175 kg
- Dimensions de l'emballage (Largeur Profondeur Hauteur): 980-1330-2460 mm
- Poids de la machine emballée (caisse bois): 200 kg
- Code douanier: 8419.8910
La tour de refroidissement M-GEL, de MITA est un appareil spécialement conçu pour la récupération d’eau par refroidissement. Beaucoup de machines utilisées dans la fabrication de glace sont réfrigérées à eau et en consomment ainsi énormément.
La solution idéale pour éviter éviter le gaspillage d’eau est une tour de refroidissement.
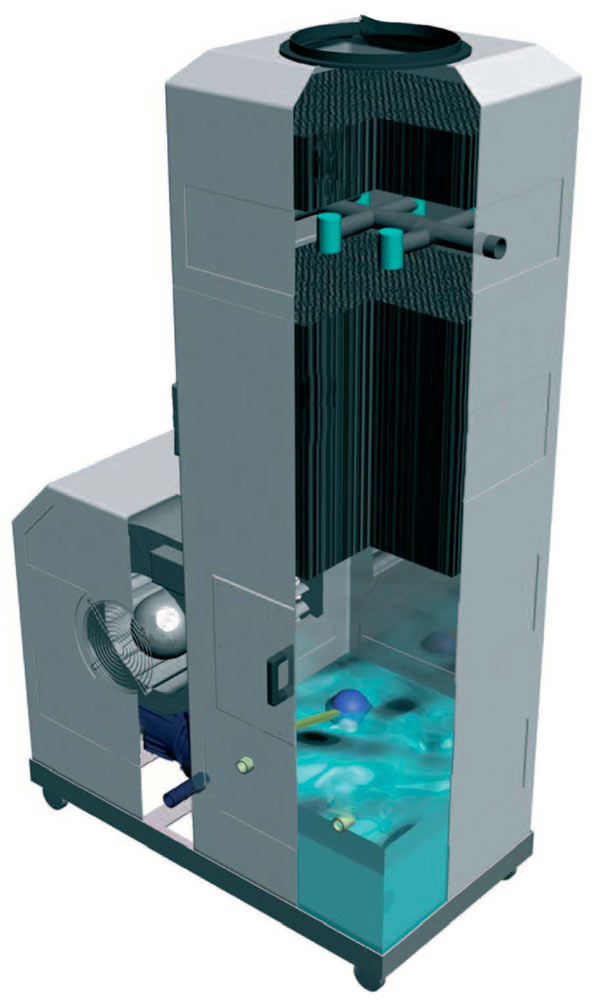
Son principe est simple ; l’évaporation forcée d’une quantité minimale d’eau provoque une réduction de la température d’une plus grande masse d’eau.
La tour de refroidissement est petite et construite presque entièrement en plastique. Elle possède un système de ventilation centrifuge en plus de sa pompe de recyclage.
La tour est pré-assemblée sur un chariot en acier galvanisé, équipé de roues castor pour un déplacement facile.
Il existe un modèle pour l’extérieur ainsi qu’un modèle pour l’intérieur. Les tuyaux d’alimentation d’eau peuvent être déplacés afin de faciliter l’installation.
Théorie et fonctionnement
Utilisant un principe naturel simple grâce auquel l’évaporation forcé d’une petite quantité d’eau produit l’abaissement de la température de la masse principale d’eau, les tours de refroidissement évaporatif représentent encore de nos jours le système le plus utilisé de refroidissement dans l’industrie et le tertiaire.
La température minimum atteignable théoriquement en sortie d’une tour de refroidissement est celle de la température de bulbe humide de l’air du lieu de l’installation: cette valeur est toujours inférieure à celle du bulbe sec (sauf, bien sur, si l’air est saturé d’humidité).
En pratique, à cause des facteurs de performance découlant de l’air saturé et d’un dimensionnement adéquate, le tour de refroidissement refroidi l’eau en circulation à une température de 2 à 3 °C au dessus de la température de bulbe humide.
C’est sur cette base que la plupart des concepteurs et fabricants d’équipements sélectionnent leur tours de refroidissement et leur échangeurs de chaleurs, planifiant dès le départ, l’utilisation d’une tour de refroidissement Assurant l’optimisation du rendement de leur usine.